
引 言
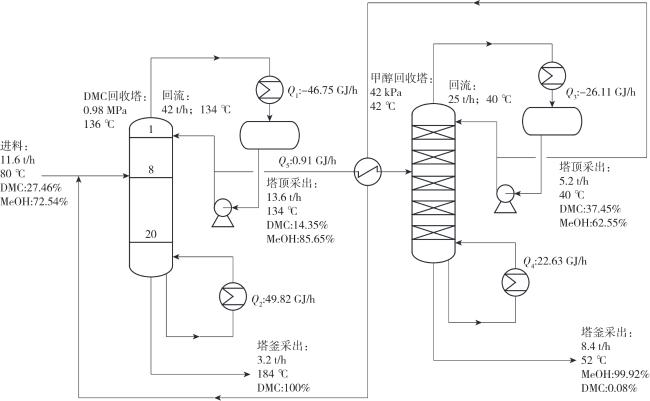
1 变压精馏分离DMC-MeOH共沸物的工艺流程
2 评价指标
2.1 年度总成本
表1 费用计算方法Table 1 Cost calculation |
| 项目 | 数值或公式 |
|---|---|
| 高压蒸汽(4.2 MPa,254 ℃)费用/(美元·GJ-1) | 9.88 |
| 低压蒸汽(0.6 MPa,160 ℃)费用/(美元·GJ-1) | 7.78 |
| 循环冷却水费用/(美元·GJ-1) | 0.354 |
| 电费/(美元·GJ-1) | 16.9 |
| 新增换热器费用/美元 | 7 296×A 0.65 |
| 新增压缩机费用/美元 | 7 429×P C 0.82 |
A为换热器换热面积,m2;P C为压缩机功率,kW。 |
2.2 二氧化碳排放量
3 变压精馏节能改造工艺及评价结果
3.1 常规热集成工艺
表3 DMC-MeOH二元交互作用参数Table 3 DMC-MeOH binary interaction parameters |
| 参数 | 数值或名称 | |
|---|---|---|
| 高压塔 | 低压塔 | |
| 组分i | MeOH | MeOH |
| 组分j | DMC | DMC |
| Aij | 0 | 1.719 36 |
| Aji | 0 | -2.674 18 |
| Bij | 703.789 | -201.566 |
| Bji | -191.836 | 1 035.67 |
| Cij | 0.3 | 0.5 |
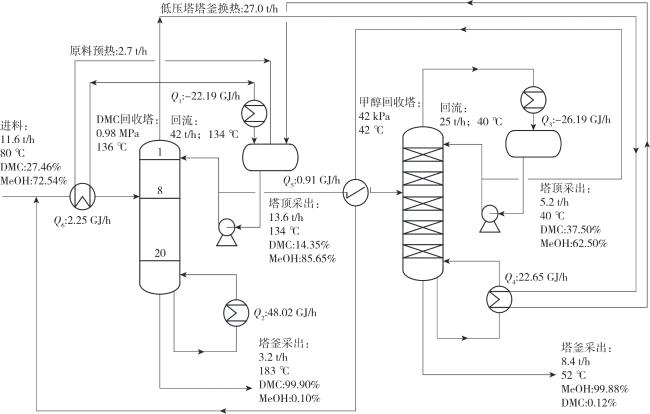
表4 原变压精馏工艺与热集成工艺的参数及评价指标比较Table 4 Comparison of parameters and evaluation indicators for the original pressure⁃swing distillation process and the heat integration process |
| 项目 | 数值 | |
|---|---|---|
| 原变压精馏工艺 | 热集成工艺 | |
| DMC塔冷负荷/(GJ·h-1) | 46.75 | 22.19 |
| DMC塔热负荷/(GJ·h-1) | 49.82 | 48.02 |
| MeOH塔冷负荷/(GJ·h-1) | 26.11 | 26.19 |
| MeOH塔热负荷/(GJ·h-1) | 22.63 | 0.00 |
| 高压蒸汽费用/(106元·a-1) | 28.31 | 27.29 |
| 低压蒸汽费用/(106元·a-1) | 10.13 | 0.00 |
| 冷却水费用/(106元·a-1) | 1.48 | 0.99 |
| 新增换热器面积/m2 | 0.00 | 116.1 |
| 新增换热器费用/(106元·a-1) | 0.00 | 0.27 |
| 二氧化碳排放量/(t·h-1) | 12.61 | 9.47 |
| TAC/(106元·a-1) | 39.92 | 28.55 |
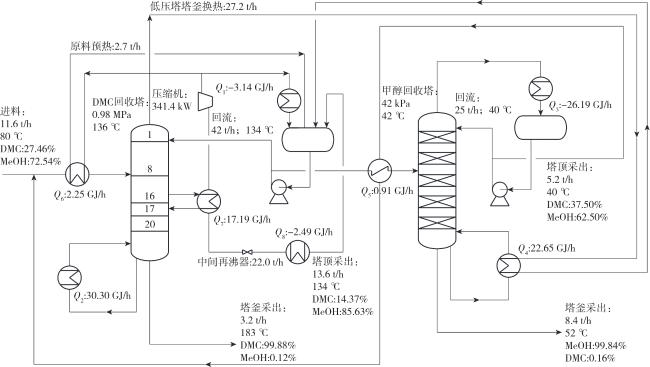
3.2 中间再沸器与热集成耦合工艺
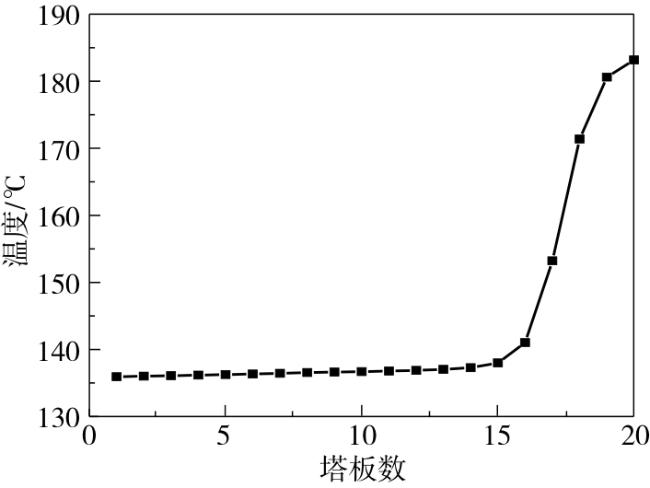
表5 中间再沸器不同添加位置的工艺参数及评价指标Table 5 Process parameters and evaluation indicators for different addition locations of the intermediate reboiler |
| 项目 | 数值 | ||
|---|---|---|---|
| 第16块 塔板 | 第17块 塔板 | 第18块 塔板 | |
| 抽出量/(t·h-1) | 80 | 100 | 120 |
| 气化率 | 0.32 | 0.37 | 0.43 |
| 中间再沸器负荷/(GJ·h-1) | 17.19 | 20.80 | 21.80 |
| DMC塔冷负荷/(GJ·h-1) | 5.63 | 3.49 | 4.04 |
| DMC塔热负荷/(GJ·h-1) | 30.30 | 26.69 | 25.33 |
| 蒸汽压缩量/(t·h-1) | 22.0 | 25.7 | 28.9 |
| 压缩比 | 1.50 | 2.10 | 3.00 |
| 压缩机功率/kW | 341.4 | 748.9 | 1 278.7 |
| MeOH塔冷负荷/(GJ·h-1) | 26.19 | 26.19 | 26.19 |
| MeOH塔热负荷/(GJ·h-1) | 0.00 | 0.00 | 0.00 |
| 高压蒸汽费用/(106元·a-1) | 17.22 | 15.17 | 14.39 |
| 低压蒸汽费用/(106元·a-1) | 0.00 | 0.00 | 0.00 |
| 冷却水费用/(106元·a-1) | 0.65 | 0.60 | 0.62 |
| 电费/(106元·a-1) | 1.19 | 2.62 | 4.47 |
| 新增换热器面积/m2 | 595.6 | 534.6 | 525.6 |
| 新增换热器费用/(106元·a-1) | 0.92 | 0.86 | 0.84 |
| 新增压缩机费用/(106元·a-1) | 1.28 | 2.43 | 3.77 |
| 二氧化碳排放量/(t·h-1) | 6.26 | 5.90 | 6.08 |
| TAC/(106元·a-1) | 21.26 | 21.68 | 24.09 |
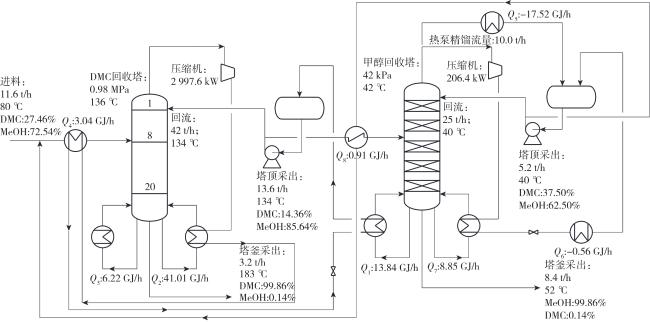
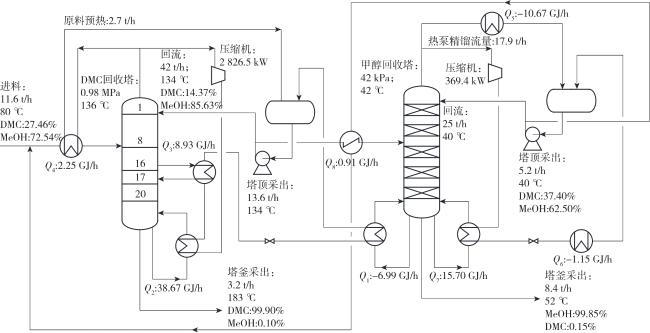
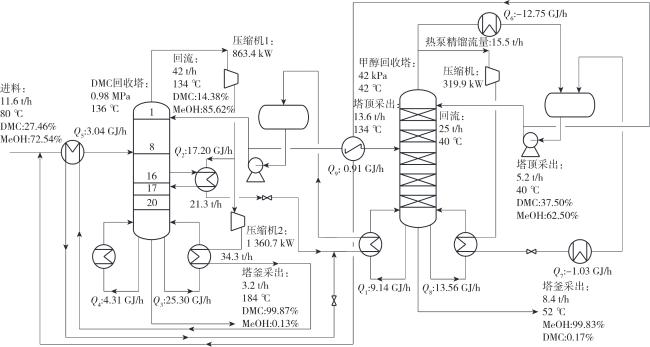
3.3 常规热泵与中间再沸器耦合工艺
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
表6 常规热泵以及常规热泵与中间再沸器耦合工艺的参数及评价指标Table 6 Parameters and evaluation indicators of a conventional heat pump and a conventional heat pump coupled with an intermediate reboiler |
| 项目 | 数值 | ||
|---|---|---|---|
| 常规热泵精馏 | 一级压缩+中间再沸器 | 二级压缩+中间再沸器 | |
| MeOH塔压缩机功率/kW | 206.4 | 369.4 | 319.9 |
| DMC塔压缩机1的功率/kW | 2 997.6 | 2 826.5 | 863.4 |
| DMC塔压缩机2的功率/kW | 1 360.7 | ||
| DMC塔压缩机1的压缩比 | 3.70 | 3.70 | 1.50 |
| DMC塔压缩机2的压缩比 | 2.52 | ||
| 中间再沸器负荷/(GJ·h-1) | 8.93 | 17.20 | |
| DMC塔冷负荷/(GJ·h-1) | 0.00 | 0.00 | 0.00 |
| DMC塔热负荷/(GJ·h-1) | 6.22 | 0.00 | 4.31 |
| MeOH塔冷负荷/(GJ·h-1) | 18.08 | 11.82 | 13.78 |
| MeOH塔热负荷/(GJ·h-1) | 0.00 | 0.00 | 0.00 |
| 低压蒸汽费用/(106元·a-1) | 0.00 | 0.00 | 0.00 |
| 高压蒸汽费用/(106元·a-1) | 3.53 | 0.00 | 2.45 |
| 冷却水费用/(106元·a-1) | 0.37 | 0.24 | 0.28 |
| 电费/(106元·a-1) | 11.21 | 11.18 | 8.90 |
| 新增换热器面积/m2 | 1 404.0 | 1 607.2 | 1 548.4 |
| 新增换热器费用/(106元·a-1) | 1.65 | 1.88 | 1.48 |
| 新增压缩机费用/(106元·a-1) | 8.42 | 8.58 | 7.91 |
| 二氧化碳排放量/(t·h-1) | 3.95 | 2.72 | 3.01 |
| TAC/(106元·a-1) | 25.19 | 21.89 | 21.02 |
3.4 不同变压精馏节能改造工艺效果比较
表7 不同变压精馏节能改造工艺效果比较Table 7 Comparison of the effects of different pressure⁃swing distillation energy⁃saving transformation processes |
| 工艺类型 | 操作费用/ (106元·a-1) | 新增设备费用/ (106元·a-1) | 二氧化碳排放量/(t·h-1) | TAC/ (106元·a-1) |
|---|---|---|---|---|
| 原工艺 | 39.92 | 0.00 | 12.61 | 39.92 |
| 热集成 | 28.28 | 0.27 | 9.47 | 28.55 |
| 16块塔板添加中间再沸器+热集成 | 19.06 | 2.20 | 6.26 | 21.26 |
| 17块塔板添加中间再沸器+热集成 | 18.39 | 3.29 | 5.90 | 21.68 |
| 18块塔板添加中间再沸器+热集成 | 19.48 | 4.61 | 6.08 | 24.09 |
| 常规热泵 | 15.11 | 10.07 | 3.95 | 25.18 |
| 一级压缩常规热泵+中间再沸器 | 11.42 | 10.46 | 2.72 | 21.88 |
| 二级压缩常规热泵+中间再沸器 | 11.63 | 9.39 | 3.01 | 21.02 |
4 设备折旧年限敏感性分析
表8 不同设备折旧年限下各工艺的新增设备费用和TACTable 8 New equipment cost and TAC of each process for different equipment depreciation years |
| 工艺类型 | 3年设备折旧年限 | 5年设备折旧年限 | 8年设备折旧年限 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 新增换热器费用/(106元·a-1) | 新增压缩机费用/(106元·a-1) | TAC/ (106元·a-1) | 新增换热器费用/(106元·a-1) | 新增压 缩机费用/(106元·a-1) | TAC/ (106元·a-1) | 新增换热器费用/(106元·a-1) | 新增压缩机费用/(106元·a-1) | TAC/ (106元·a-1) | |
| 原工艺 | 0.00 | 0.00 | 39.92 | 0.00 | 0.00 | 39.92 | 0.00 | 0.00 | 39.92 |
| 热集成 | 0.45 | 0.00 | 28.73 | 0.27 | 0.00 | 28.55 | 0.17 | 0.00 | 28.45 |
| 16块塔板添加中间再沸器+热集成 | 1.53 | 2.13 | 22.73 | 0.92 | 1.28 | 21.26 | 0.58 | 0.80 | 20.44 |
| 17块塔板添加中间再沸器+热集成 | 1.43 | 4.05 | 23.87 | 0.86 | 2.43 | 21.68 | 0.54 | 1.52 | 20.45 |
| 18块塔板添加中间再沸器+热集成 | 1.41 | 6.28 | 27.16 | 0.84 | 3.77 | 24.09 | 0.53 | 2.36 | 22.36 |
| 常规热泵 | 2.75 | 14.03 | 31.90 | 1.65 | 8.42 | 25.19 | 1.03 | 5.26 | 21.41 |
| 一级压缩常规热泵+中间再沸器 | 3.13 | 14.30 | 28.86 | 1.88 | 8.58 | 21.89 | 1.18 | 5.36 | 17.97 |
| 二级压缩常规热泵+中间再沸器 | 2.47 | 13.18 | 27.28 | 1.48 | 7.91 | 21.02 | 0.93 | 4.94 | 17.50 |